设计・及制造现场用
关于齿轮的小知识 01 -关于紧固-
齿轮和旋转轴之间的固定一般会采用止动螺丝,止动键,定位销,花键等常见方式。除此之外,更加精确而且简易的固定方式--机械式固定也被广泛采用。
以下介绍一些常用的紧固方式。
常见的齿轮固定方式
| 联结方式 | 止动螺丝 | 止动键 | 机械式固定 | 定位销 | 花键 | 锥形轴 | D孔 | 夹环 | 其他 |
|---|---|---|---|---|---|---|---|---|---|
| 配图 |  |
 |
 |
 |
 |
 |
 |
 |
凿紧 压入 弹性紧固 |
| 固定时使用的要素名称 | ・止动螺丝 ・齿轮 (轮毂上开螺孔) ・螺丝 |
・轴 (键槽加工) ・齿轮 (键槽加工) |
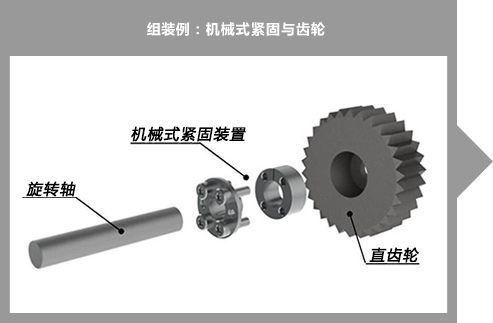
・轴 ・齿轮(阶梯加工) ・机械式固定 |
・轴 (销孔加工) ・齿轮 ・轮毂上开销孔 |
・轴 (花键状加工) ・齿轮 (花键孔加工) |
・轴 (锥状螺纹加工) ・齿轮 (锥状加工) |
・轴 (D孔加工) ・齿轮 (D孔加工) |
・轴 ・齿轮 (轮毂键槽加工) ・夹环 |
固定齿轮的几种方式
MISUMI为客户准备了丰富的轮毂加工类型
| 项目 | 加工种类 | ||||
|---|---|---|---|---|---|
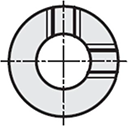
| 軸穴 形状 |
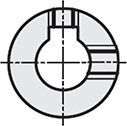
轴孔 | 轴孔与止动螺丝 | 轴孔与2处止动螺丝 | 止动键槽 | 止动键槽与螺丝 |
 |
 |
 |
 |
 |
|
| 适用齿轮形状 | A形 B形 K形 | B形 K形 | B形 K形 | A形 | B形 K形 |
| 适用最小轴径 | Ø3~ | Ø3~ | Ø3~ | Ø8~ | Ø8~ |
| 項目 | 加工种类 | |||
|---|---|---|---|---|
| 軸穴 形状 |
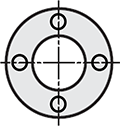
止动键槽与2处止动螺丝 | 机械式固定用安装孔 | 侧面螺纹孔(3或4孔) | 侧面台阶孔(3或4孔) |
 |
 |
 |
 |
|
| 适用齿轮形状 | B形 K形 | E形 E形 G形 | A形 B形 | A形 B形 |
| 适用最小轴径 | Ø8~ | Ø8~ | Ø8~ | Ø8~ |
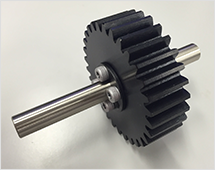
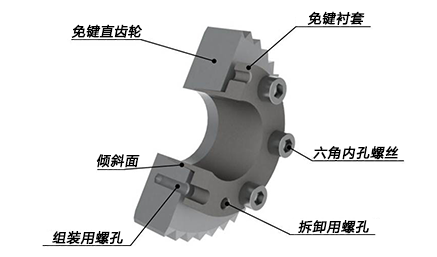
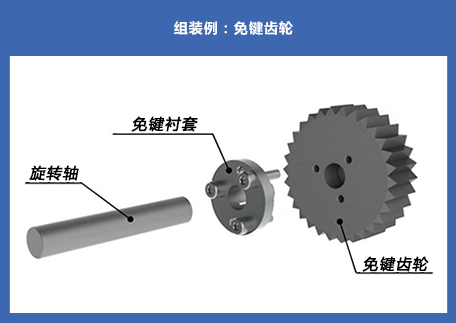
MISUMI特有商品:免键齿轮
免键齿轮是一种通过免键衬套和齿轮的组合来达到紧固效果的特有商品。
本品使用一个锥状的免键衬套,通过将侧面螺丝的锁紧力转换为衬套与旋转轴的摩擦力来达到紧固的效果。
具有以下几点优点:1. 旋转轴不需要特殊加工(例如表面硬度)。2. 组装的时候不会擦伤旋转轴。3. 由于是通过摩擦力来进行紧固,不会出现类似止动键槽与止动键之间的微小空隙。
![]()
![]()
![]()
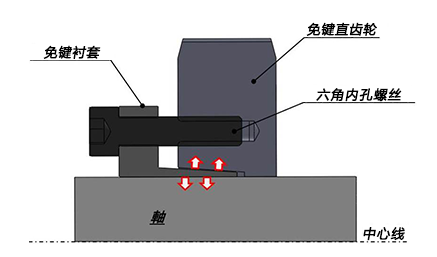
通常机械式紧固都采用两段式结构来解决安装问题,MISUMI通过简约设计减少了零件数量,而且提高了组装的精度。
![]()
![]()
免键齿轮的优点
拆装较为简易。由于齿轮轴孔与旋转轴有足够的缝隙,旋转轴与齿轮的组装较为容易。
不需要在轴面上进行止动键槽的加工,旋转轴的加工成本相对较低,对轴体的强度影响也较小。另外,由于是无隙组合,在耐振动和耐冲击上有很大优势。
组装时间的比较
免键齿轮和其他商品的组装时间如下表所示。
结论是免键齿轮所用时间最少。
| 項目 | 免键齿轮 | 机械式紧固与轴侧加工 | 紧凑型机械式紧固与齿轮侧加工 | ||||
|---|---|---|---|---|---|---|---|
| 部件数 | 2点 | 3点 | 3点 | ||||
| 部品 | 軸:
PSFR10-100 免键齿车: GEAHBB2.0-30-20-A-10 |
軸:
PSFR10-100 齿车: GEAHBB2.0-30-20-A-10-DHL-Z23-J16 标准型机械式紧固: MLMB10 |
軸:
PSFR10-100 齿车: GEAHBB2.0-30-20-A-10- DHR-Z13-J9.5-QTC21-M4 紧凑型机械式紧固: MLSL10 |
||||
| 组装时间 | 測定 | 组装 | 拆卸 | 组装 | 拆卸 | 组装 | 拆卸 |
| 1回目 | 70S | 95S | 115S | 85S | 134S | 103S | |
| 2回目 | 72S | 106S | 115S | 116S | 130S | 146S | |
| 3回目 | 65S | 74S | 98S | 100S | 159S | 93S | |
| 平均 | 69S | 92S | 109S | 100S | 141S | 114S | |
使用方法
免键齿轮的形状有E,F,G的三类。
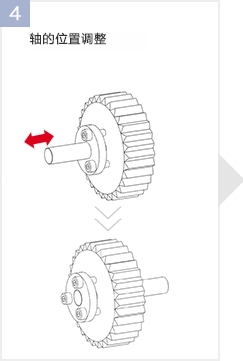
只需要调整几个螺丝,旋转轴的安装与拆卸便可以完成。请参照下图,轴径均为8mm。
| 形状 | E形 | F形 | G形 |
|---|---|---|---|
| 齿轮形状 |  |
 |
 |
 |
 |
 |
组装方法
事先准备
・充分清理干净旋转轴的表面,然后在其表面涂抹少量润滑油脂。(请勿使用含有锰类减少摩擦添加剂的润滑油脂)
・直齿轮和衬套的内面也需要擦拭干净,然后涂抹少量润滑油脂。最后,紧固用的螺丝螺纹处也涂抹少量的润滑油。



注意事项:
- ・组装的时候必须涂抹润滑油脂,否则会影响紧固的效果,从而有可能造成旋转轴的空转。
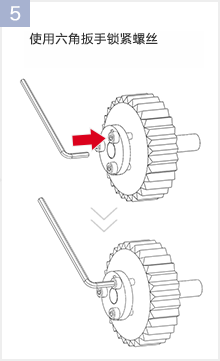
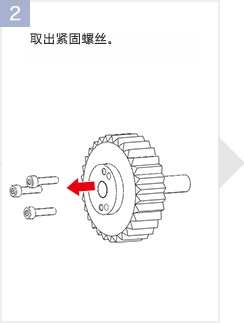
- ・要确保在回转轴插入之后再锁紧螺丝,否则会造成衬套变形。
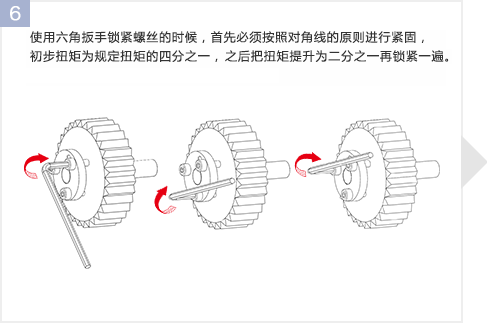
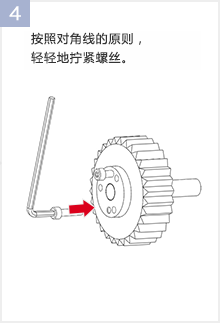
- ・紧固螺丝时请使用六角扳手。
- ・请不要使用配套之外的螺丝。
拆卸方法




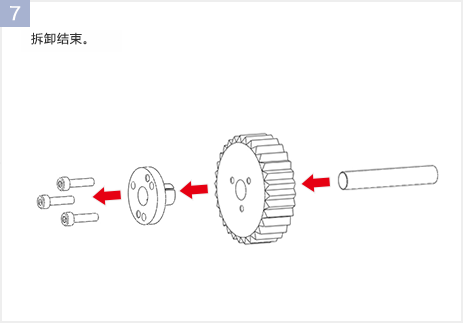
注意点:
- ・务必确保设备完全停止后再进行拆卸。
- ・拆卸后如果还需要安装本产品,请再参照“组装方法”进行再组装。
免键齿轮的代替品选定方法
如果在我司的产品群中没有找到适合的免键齿轮型号,作为替补方案可以选择追加工的齿轮加机械式紧固的组合方式来实现摩擦紧固。
FA装置内经常会用到小型齿轮。即便在狭小的空间之内,也可以通过薄型机械式紧固和齿轮的追加工的组合方式来实现面压紧固。
![]()
![]()
![]()
![]()
机械式紧固装置的安装孔径尺寸为直径23mm,轮毂的加工深度为16mm。(参照2015中国版《FA工厂自动化用零件》P.1003-P.1004)
![]()
![]()
决定齿轮的基本要素
例:模数为2.0,齿数为30
决定齿轮的基本型号
例:基本型号为GEAHBB2.0-30-20-A-10
决定齿轮的追加工内容
齿轮和机械式紧固装置的配合需要对齿轮的轴孔径进行阶梯状加工。
例:追加工型号为DHL-Z23-J16
齿轮最终型号为GEAHBB2.0-30-20-A-10-DHL-Z23-J16
齿轮与机械式紧固装置以及10mm旋转轴组装起来的样子