(!)亲爱的顾客,您所使用的IE浏览器,微软公司已不再提供技术支持,为避免可能产生的米思米网站浏览体验影响,建议您使用Windows10系统及最新的谷歌Chrome或微软Edge浏览器访问本网站。 若您使用360浏览器的兼容模式,请切换到极速模式继续访问。也可以通过应用市场下载米思米闪购商城APP进行访问,谢谢。
全部商品
全部商品
经济型产品
商品分类







- 普通浇口套
- 强化冷却浇口套



-
塑料粒子
PP
-
注胶温度
≥200℃
-
料杆冷却至可脱模温度
≤60℃
-
料杆克重
3.5克
-
产品克重
0.1克(1模8穴)
浇口套内壁表面温度对比
使用 普通型浇口套
浇口套内壁表面温度
95°C
高温注胶使浇口套升温,
伴随模次增加,冷却时间增加
使用 强化冷却型浇口套
浇口套内壁表面温度
25°C
持续冷却水
确保浇口套温度
维持低位


料杆达到顶出温度所需时间对比
使用 普通型浇口套
低效
14.1秒
料杆温度受
浇口套冷却时间限制,
冷却效率低下
使用 强化冷却型浇口套
高效
9.8秒
较低的浇口套温度,
有效加速
料杆的冷却速度

某电子行业知名企业投入后改善实际案例
| 类别 | 传统水路 | 随形水路 |
| 成形周期(秒) | 14.1 | 9.8 |
| 日产能(件) | 40,851 | 58,776 |
| 单件成本(元) | 0.25 | 0.23 |
| 月产值(元) | 305,106 | 412,653 |
※通过强化冷却浇口套的使用,月收益提升35.2%
开模周期推移实际案例
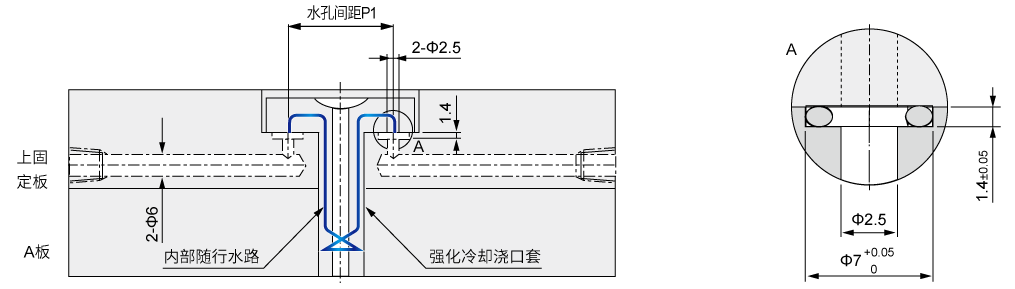
通常模板加工方式
O型圈孔详细





联系方式
-
交易咨询

-
技术咨询

活动编码: P0000622
网站使用相关
使用方法指南
-

短交期
-

低价格
-

高品质
订购受理时间:
8:00~18:00(周一~周六,不包括中国法定节假日)